Follow these recommendations to help maintain bin integrity and avoid costly bin failure.
Concrete spalls are a common problem that affects many concrete grain storage structures and are a major source of concern for operators. When a spall occurs, operators are left wondering if a serious structural problem exists with their facility.
Failure to address concrete spalling can lead to faster deterioration, worker injury or death caused by falling concrete and other significant consequences, such as catastrophic bin failure.
A concrete spall is a chip, fragment, pop-out or pit in concrete that occurs when internal stresses exceed the tensile capacity of the concrete. Corrosion of reinforcing steel is the leading cause of concrete spalls. When steel corrodes, the resulting rust occupies a greater volume, thereby creating excessive tensile stresses, which can lead to a pop-out in the concrete surface.
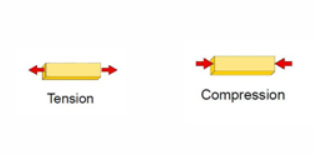 Concrete is an anisotropic material — meaning its strength properties differ depending on the type of structural loading. Concrete is tremendously strong in resisting compressive loads, but relatively poor at resisting tensile loads. Concrete grain structures in service are subject to both compressive and tensile loads.
Concrete is an anisotropic material — meaning its strength properties differ depending on the type of structural loading. Concrete is tremendously strong in resisting compressive loads, but relatively poor at resisting tensile loads. Concrete grain structures in service are subject to both compressive and tensile loads.
Compressive loads in grain storage structures are due to the self-weight of the structure and the friction between the grain kernels and the concrete sidewall. Tensile stresses are due to the piling action of the stored grain (in order to get the grain to stack a confining perimeter must be introduced). This confining perimeter introduces tension into your silo wall.
Because concrete isn’t effective at resisting tensile loads, reinforcing steel bars are embedded within the thickness of the structural members. Normally, unfinished steel is susceptible to rust. But when embedded in concrete, the alkalinity of the concrete provides an effective protective layer that prevents corrosion. Over time, mechanical defects or electrochemical changes to the concrete can negate the protective alkaline layer, eventually leading to corrosion, rust and pop-outs.
At the first sight of spalling, many operators immediately contact a restoration contractor to begin repairs. The problem with this approach is that the root cause of the spalling isn’t investigated and corrected, leading to a reoccurrence of the spalling shortly after repairs have been completed. It’s best to enlist the appropriate professional (licensed engineer or qualified restoration contactor) to identify the exact cause of the concrete spall prior to beginning any repairs. Restoration work should include remediation that addresses the specific cause of the spalling to ensure the ensuing repairs are durable and long-lasting.
Common causes of concrete spalling
- Insufficient concrete cover. Reinforced concrete requires a minimum concrete thickness (i.e., concrete cover) over the steel reinforcing bars. Minimum thickness is needed to protect the steel from environmental elements and to provide thermal insulation. Without adequate cover, thermal gradients can develop and cause hairline cracking at the location of the reinforcing steel. Hairline cracking provides easy and direct access for weather to reach the reinforcing steel, causing deterioration of the steel bars.

Spall caused by insufficient concrete cover over the steel reinforcing.

Multiple vertical and horizontal hairline cracks.

Rusting of the above reinforcing bar has not yet reduced the original cross section of the bar appreciably. In this example, a monitoring program may be appropriate rather than immediately pursuing restoration.

Image of a facility with numerous, uniformly distributed concrete spalls. The frequent occurrence of falling concrete debris makes restoration a priority.
 >
>

 >
>
 >
>