Proper aeration and cooling are key elements for preventing situations that can lead to entrapment, causing serious injury or death.
Grain management, more specifically proper aeration and cooling, is a key element in preventing potential situations that can lead to entrapments causing serious injuries or deaths. Most grain entrapments develop around poorly flowing grain resulting from some type of grain spoilage.
Maintaining proper grain condition and proper grain flow reduces the need to enter bins to break up grain clumps or knock down crusted grain – reducing your exposure to other grain bin hazards and the risk of potentially fatal mishaps.
The following is a slightly edited excerpt from Aeration and Cooling of Stored Grain by Dr. Carol Jones and James Hardin, both of Oklahoma State University. The document discusses design and operation of aeration systems for grain storage structures.
Many stored grain problems such as mold, insects, fungi and spoilage start with or are worsened by improper grain moisture and temperature. Internal air currents driven by temperature differentials in the grain cause moisture to migrate to the top and center of the grain mass; allowing molds to develop and insects to feed and reproduce.
Aeration is used to cool and maintain uniform temperatures and moisture in masses of stored grain. In aeration, a fan is used to pump outside air through grain in a storage facility. The grain temperature eventually attains the temperature of air traveling through void spaces in the grain mass. Without aeration, stored grain develops wide temperature differentials, increasing the chances of mold and insect development.
Aeration system design considerations
The design procedure for an aeration system involves first determining the airflow rate and direction needed to achieve specific aeration goals. Once the aeration rate is determined, the air distribution system can be designed and fans selected to deliver the required air volume. For specific design information see the following OSU Fact Sheets:
Choosing airflow rate
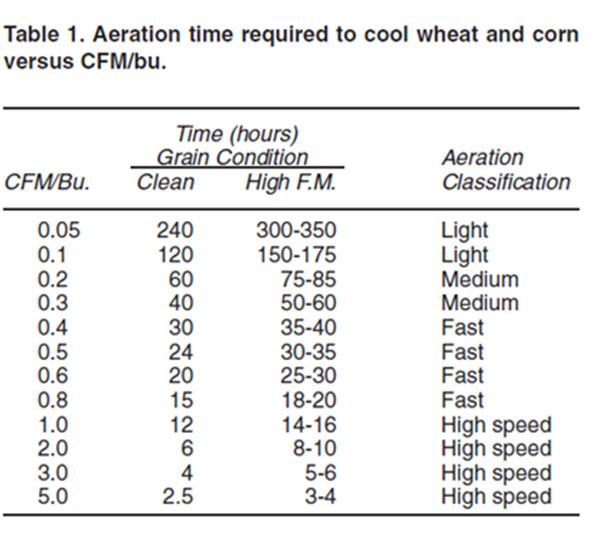
Airflow used for aeration is usually expressed as CFM/Bu (cubic feet of air per minute, per bushel of stored grain). Aeration rates start at about 0.05 CFM/bu and increase as shown in Table 1.
The airflow rate should be chosen according to how the aeration system will be used. If grain will be stored with safe moisture content and the aeration system will be used to prevent moisture migration, a light aeration system may be chosen. When storage will be attempted with moisture contents 1% or 2% above safe moisture levels, grain temperature must be controlled more closely and an aeration system with more capacity is desirable. In general, if grain must be cooled quickly, a greater airflow should be chosen.
Time required for cooling
The time required to cool grain to the approximate temperature of the ambient air depends largely on airflow rate, foreign material in the grain and the amount of evaporative cooling (drying) that takes place. Many on-farm aeration fans are sized for about 0.1 CFM/ bushel airflow, which requires about 120 hours (five days) of continuous operation for clean grain or 150 hours to 175 hours (six to seven days) for grain containing high levels of foreign materials (f.m.).
To take maximum advantage of short duration cool weather in early fall, it’s advised to use automatic aeration controllers and higher capacity fans that deliver at least 0.2 CFM/bushel airflow to cool grain in less than 60 hours to 85 hours. The additional cost may be recovered in one or two seasons from savings in grain damage, moisture losses, protectant and fumigation expenses.
Airflow direction: pressure vs. suction
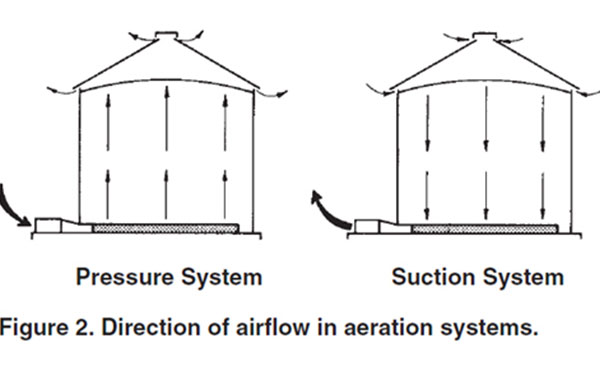
Pressure (upward) airflow is preferred by many grain storage managers over suction (downward) airflow (see Figure 2) because: (1) aeration fans are designed to deliver maximum airflow against pressure; fans push more mass of cool dense air than warm light air; (2) pressure fans develop more uniform airflow through the grain mass than suction systems; (3) with pressure airflow, condensation on top of the grain is visible and usually dries up by the end of the aeration cycle; the problem is visible and solvable, whereas bottom condensation damage caused by suction fans cannot be seen until the bin is unloaded; (4) pressure fans eliminate winter bin roof collapse (roof vents may freeze over during suction cooling).
NOTE: Axial (Propeller) fans can usually be reversed simply by turning the fan housing around and rebolting. However, reversing is not an option with most fans.
Grain bin construction and other considerations
Grain bins with fully perforated drying floors are ideal for aeration, but cleaning under the floor can be difficult and erection costs can be higher. Removable floor ducts are an alternative to perforated floors and can be obtained in large square, cross, Y or U patterns.
Cross-flow aeration systems can be used to reduce the resistance to airflow encountered in aeration of tall grain bins. The lower power requirements reduce operating expenses and capital costs.
Bins must have adequate roof exhaust vents to minimize roof condensation and maximize airflow. There should be a minimum of one square foot of roof vent opening for every 1,500 CFM of airflow. A temporary alternative to installing roof openings during aeration fan operation is to open roof fill caps and access doors to allow air to escape.
Aeration fans can suck rain and snow into a grain bin. Rain or snow storms of short duration (3-6 hours) usually do not create a moisture problem. During storms of longer duration or continuous foggy weather, stop aeration until weather improves. Covering the fan intake when aeration fans are not in use is the best practice.
Filling the bin and managing foreign material
A level grain surface is an important part of controlling grain temperature and insect activity. Temperatures and insects in grain peaks are difficult to control. Level grain doesn’t vary as much in temperature as peaked grain, which follows outside air temperatures because air blows against grain slopes through roof eave openings. Also, aeration systems distribute air more evenly when the top surface is level.
Grain managers can reduce storage risks from insects and mold by cleaning grain and/or using grain spreaders to distribute foreign material (f.m.) and level the grain surface. Level surfaces improve temperature uniformity and allow easy bin entry for inspection. Grain fines, weed seeds, and other f.m. tend to accumulate in a column under the bin fill point. This accumulation of f.m. restricts airflow and increases the problems of insect and mold development, resulting in grain heating and spoilage.
Coring is a simple method of leveling a peaked bin and removing part of the center column of trash and foreign material. Remove 10 bushels to 20 bushels from each 3- to 4-foot layer of grain during bin filling. The peak is then hand leveled at the end of filling. An alternate coring plan after a bin is full is to unload 100 bushels to 200 bushels of grain and fines with the unload auger a week or two after harvest, reseal the auger and hand-level the surface.
WARNING! DO NOT enter grain bins while augers are running and grain is being unloaded! DO NOT enter grain bins to remove spoiled or wet grain without proper training, personal protective equipment (PPE) and ventilation.
Courtesy,Dr. Carol Jones and James Hardin, both of Oklahoma State University. PDFs used with permission.
Image is courtesy of GSI.
 >
>

 >
>
 >
>